

1. Enkonduko
Malpezigo de aŭtomobiloj komenciĝis en evoluintaj landoj kaj estis komence gvidata de tradiciaj aŭtomobilaj gigantoj. Kun kontinua disvolviĝo, ĝi akiris signifan impeton. De la tempo, kiam baratanoj unue uzis aluminian alojon por produkti aŭtomobilajn krankoŝaftojn, ĝis la unua amasproduktado de tute aluminiaj aŭtoj fare de Audi en 1999, aluminia alojo spertis fortan kreskon en aŭtomobilaj aplikoj pro siaj avantaĝoj kiel malalta denseco, alta specifa forto kaj rigideco, bona elasteco kaj fraprezisto, alta recikleblo kaj alta regenerada indico. Antaŭ 2015, la aplika proporcio de aluminia alojo en aŭtoj jam superis 35%.
La malpezigo de aŭtoj en Ĉinio komenciĝis antaŭ malpli ol 10 jaroj, kaj kaj la teknologio kaj la aplika nivelo postrestas kompare kun evoluintaj landoj kiel Germanio, Usono kaj Japanio. Tamen, kun la disvolviĝo de novenergiaj veturiloj, la malpezigo de materialoj rapide progresas. Profitante la kreskon de novenergiaj veturiloj, la ĉina teknologio por malpezigo de aŭtoj montras tendencon atingi evoluintajn landojn.
La ĉina merkato por malpezaj materialoj estas vasta. Unuflanke, kompare kun evoluintaj landoj eksterlande, la ĉina teknologio por malpezigo komenciĝis malfrue, kaj la totala pezo de veturiloj estas pli granda. Konsiderante la komparnormon de la proporcio de malpezaj materialoj en fremdaj landoj, ankoraŭ ekzistas ampleksa spaco por disvolviĝo en Ĉinio. Aliflanke, pelite de politikoj, la rapida disvolviĝo de la ĉina novenergia veturila industrio pliigos la postulon je malpezaj materialoj kaj kuraĝigos aŭtomobilajn kompaniojn moviĝi al malpezigo.
La plibonigo de la normoj pri emisioj kaj fuelkonsumo devigas la akcelon de malpezigo de aŭtoj. Ĉinio plene efektivigis la normojn pri emisioj de Ĉinio VI en 2020. Laŭ la "Taksa Metodo kaj Indikiloj por Fuelkonsumo de Personaŭtoj" kaj la "Vojmapo por Energiŝparo kaj Novaj Energiaj Veturilaj Teknologioj", la normo pri fuelkonsumo estas de 5.0 L/km. Konsiderante la limigitan spacon por signifaj sukcesoj en motorteknologio kaj redukto de emisioj, adopti mezurojn por malpezigi aŭtokomponentojn povas efike redukti veturilan emisiojn kaj fuelkonsumon. Malpezigo de novenergiaj veturiloj fariĝis esenca vojo por la disvolviĝo de la industrio.
En 2016, la Ĉina Aŭtomobila Inĝeniera Societo eldonis la "Vojmapon por Energiŝparo kaj Novenergiaj Veturilaj Teknologioj", kiu planis faktorojn kiel energikonsumon, veturdistancon kaj fabrikadajn materialojn por novenergiaj veturiloj de 2020 ĝis 2030. Malpezigo estos ŝlosila direkto por la estonta disvolviĝo de novenergiaj veturiloj. Malpezigo povas pliigi la veturdistancon kaj trakti "timo pri la veturdistanco" en novenergiaj veturiloj. Kun la kreskanta postulo pri plilongigita veturdistanco, aŭtomobila malpezigo fariĝas urĝa, kaj la vendoj de novenergiaj veturiloj kreskis signife en la lastaj jaroj. Laŭ la postuloj de la poentarsistemo kaj la "Mez- kaj Longtempa Disvolva Plano por la Aŭtomobila Industrio", oni taksas, ke antaŭ 2025, la vendoj de novenergiaj veturiloj en Ĉinio superos 6 milionojn da unuoj, kun jara kreskorapideco superanta 38%.
2. Karakterizaĵoj kaj Aplikoj de Aluminiaj Alojoj
2.1 Karakterizaĵoj de Aluminia Alojo
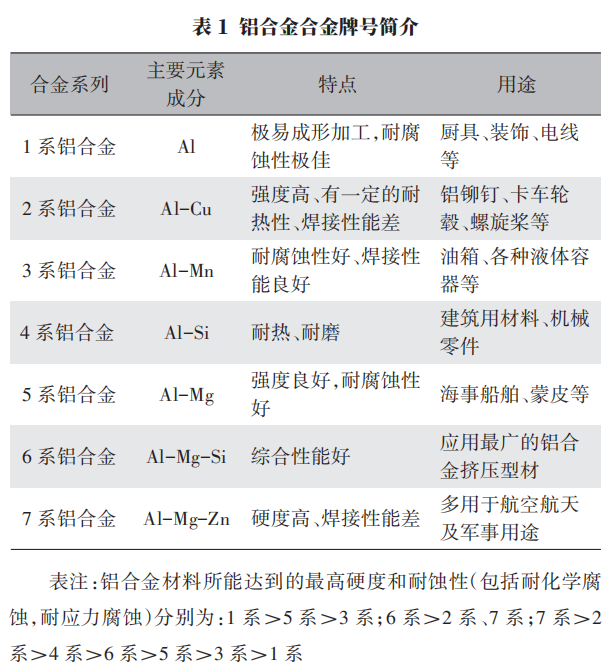
La denseco de aluminio estas triono de tiu de ŝtalo, kio faras ĝin pli malpeza. Ĝi havas pli altan specifan forton, bonan eltrudan kapablon, fortan korodreziston kaj altan recikleblon. Aluminiaj alojoj karakteriziĝas per esti ĉefe konsistantaj el magnezio, montrante bonan varmoreziston, bonajn veldajn ecojn, bonan lacecreziston, nekapablon esti plifortigitaj per varmotraktado kaj la kapablon pliigi forton per malvarma laborado. La 6-a serio karakteriziĝas per esti ĉefe konsistanta el magnezio kaj silicio, kun Mg2Si kiel la ĉefa plifortiga fazo. La plej vaste uzataj alojoj en ĉi tiu kategorio estas 6063, 6061 kaj 6005A. 5052-aluminia plato estas AL-Mg-serio-aloja aluminioplato, kun magnezio kiel la ĉefa aloja elemento. Ĝi estas la plej vaste uzata kontraŭrusta aluminia alojo. Ĉi tiu alojo havas altan forton, altan lacecreziston, bonan plastikecon kaj korodreziston, ne povas esti plifortigita per varmotraktado, havas bonan plastikecon en duonmalvarma labora hardado, malaltan plastikecon en malvarma labora hardado, bonan korodreziston kaj bonajn veldajn ecojn. Ĝi estas ĉefe uzata por komponantoj kiel flankaj paneloj, tegmentaj kovriloj kaj pordaj paneloj. 6063 aluminia alojo estas varmotraktebla plifortiga alojo en la AL-Mg-Si serio, kun magnezio kaj silicio kiel la ĉefaj alojaj elementoj. Ĝi estas varmotraktebla plifortiga aluminia aloja profilo kun meza forto, ĉefe uzata en strukturaj komponantoj kiel kolonoj kaj flankaj paneloj por porti forton. Enkonduko al aluminiaj alojaj gradoj estas montrita en Tabelo 1.
2.2 Eltrudado estas grava formadmetodo de aluminia alojo
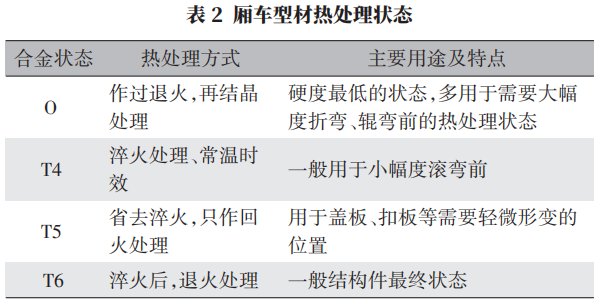
Eltrudado de aluminio-alojoj estas varma formadmetodo, kaj la tuta produktada procezo implikas formadon de aluminio-alojo sub tridirekta kunprema streĉo. La tuta produktada procezo povas esti priskribita jene: a. Aluminio kaj aliaj alojoj estas fanditaj kaj gisitaj en la bezonatajn aluminio-alojajn pecojn; b. La antaŭvarmigitaj pecoj estas metitaj en la eltrudadan ekipaĵon por eltrudado. Sub la ago de la ĉefa cilindro, la aluminio-aloja peco estas formita en la bezonatajn profilojn tra la kavaĵo de la muldilo; c. Por plibonigi la mekanikajn ecojn de aluminio-profiloj, solva traktado estas efektivigita dum aŭ post eltrudado, sekvata de maljuniĝa traktado. La mekanikaj ecoj post maljuniĝa traktado varias laŭ malsamaj materialoj kaj maljuniĝaj reĝimoj. La varmotraktada stato de kest-tipaj kamionaj profiloj estas montrita en Tabelo 2.
Elstaritaj produktoj el aluminio-alojo havas plurajn avantaĝojn super aliaj formadmetodoj:
a. Dum eltrudado, la eltrudita metalo ricevas pli fortan kaj pli unuforman tridirektan kunpreman streĉon en la deformada zono ol per rulado kaj forĝado, do ĝi povas plene ludi la plastikecon de la prilaborita metalo. Ĝi povas esti uzata por prilabori malfacile deformeblajn metalojn, kiujn ne eblas prilabori per rulado aŭ forĝado, kaj povas esti uzata por fari diversajn kompleksajn kavajn aŭ solidajn sekcajn komponantojn.
b. Ĉar la geometrio de aluminioprofiloj povas esti variigita, iliaj komponantoj havas altan rigidecon, kiu povas plibonigi la rigidecon de la veturilkaroserio, redukti ĝiajn NVH-karakterizaĵojn kaj plibonigi la dinamikajn kontrolkarakterizaĵojn de la veturilo.
c. Produktoj kun eltruda efikeco, post malvarmigo kaj maljuniĝo, havas signife pli altan longitudan forton (R, Raz) ol produktoj prilaboritaj per aliaj metodoj.
d. La surfaco de produktoj post eltrudado havas bonan koloron kaj bonan korodreziston, forigante la bezonon de alia kontraŭkoroda surfactraktado.
e. Eltrudada prilaborado havas grandan flekseblecon, malaltajn kostojn de prilaborado kaj muldilo, kaj malaltajn kostojn de dezajnŝanĝo.
f. Pro la kontrolebleco de aluminiaj profilaj sekcoj, la grado de komponenta integriĝo povas esti pliigita, la nombro de komponentoj povas esti reduktita, kaj malsamaj sekcaj dezajnoj povas atingi precizan veldan poziciigon.
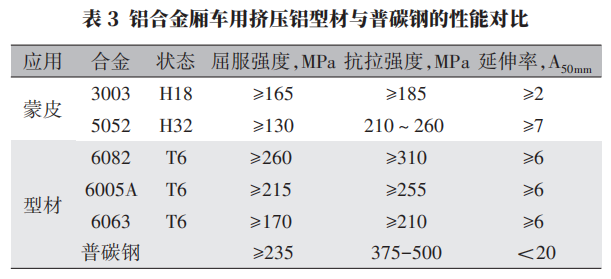
La komparo de rendimento inter eltruditaj aluminiaj profiloj por kest-tipaj kamionoj kaj simpla karbonŝtalo estas montrita en Tabelo 3.
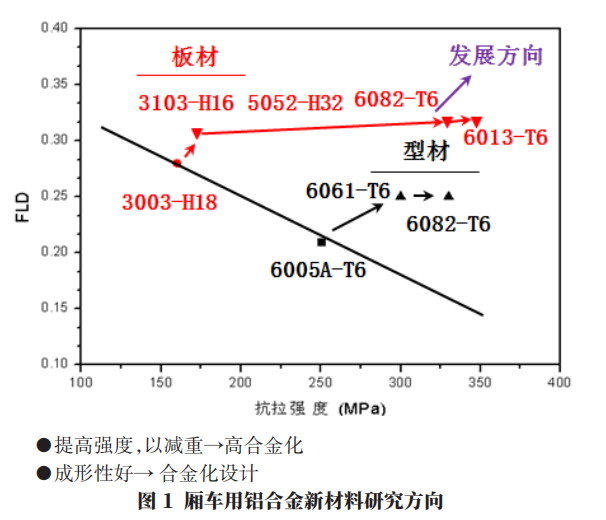
Sekva Evoluiga Direkto de Aluminiaj Alojaj Profiloj por Skatol-tipaj Kamionoj: Plua plibonigo de profila forto kaj plibonigo de eltrudada rendimento. La esplordirekto de novaj materialoj por aluminiaj alojaj profiloj por skatol-tipaj kamionoj estas montrita en Figuro 1.
3. Strukturo, Forto-Analizo kaj Kontrolo de Skatola Kamiono el Aluminia Alojo
3.1 Strukturo de skatolo de aluminio-alojo
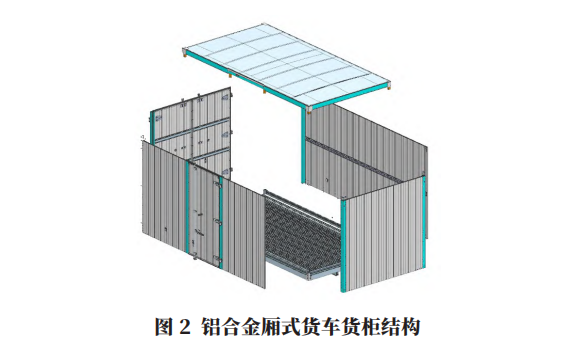
La ujo de la skatolo ĉefe konsistas el la antaŭa panelo, la maldekstra kaj dekstra flankaj paneloj, la flankaj paneloj de la malantaŭa pordo, la planko, la tegmento, kaj ankaŭ el U-formaj rigliloj, flankaj ŝirmiloj, malantaŭaj ŝirmiloj, kotŝirmiloj kaj aliaj akcesoraĵoj konektitaj al la duaklasa ĉasio. La transversaj traboj, kolonoj, flankaj traboj kaj pordopaneloj de la skatolo estas faritaj el eltruditaj profiloj el aluminio-alojo, dum la planko kaj tegmento estas faritaj el ebenaj platoj el aluminio-alojo 5052. La strukturo de la skatolo estas montrita en Figuro 2.
Uzante la varman eltrudan procezon de la 6-a serio de aluminio-alojo, oni povas formi kompleksajn kavajn sekcojn. Dezajno de aluminio-profiloj kun kompleksaj sekcoj povas ŝpari materialojn, plenumi la postulojn pri produkta forto kaj rigideco, kaj plenumi la postulojn pri reciproka konekto inter diversaj komponantoj. Tial, la ĉefa trabo-dezajna strukturo kaj la sekciaj inerciomomentoj I kaj rezistaj momentoj W estas montritaj en Figuro 3.
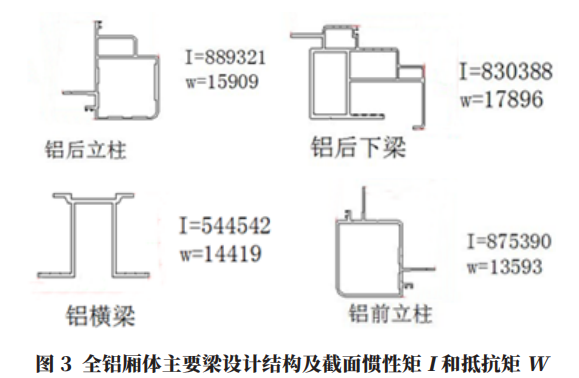
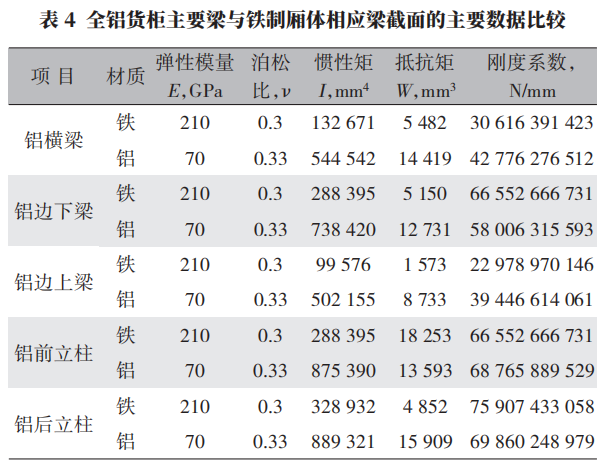
Komparo de la ĉefaj datumoj en Tabelo 4 montras, ke la sekciaj inerciomomentoj kaj rezistaj momentoj de la desegnita aluminia profilo estas pli bonaj ol la respondaj datumoj de la fera traba profilo. La datumoj pri rigideca koeficiento estas proksimume la samaj kiel tiuj de la responda fera traba profilo, kaj ĉiuj plenumas la deformadajn postulojn.
3.2 Kalkulo de Maksimuma Streso
Konsiderante la ĉefan ŝarĝoportantan komponenton, la transversan trabon, kiel objekton, la maksimuma streĉo estas kalkulata. La nominala ŝarĝo estas 1.5 t, kaj la transversa trabo estas farita el aluminia alojprofilo 6063-T6 kun mekanikaj ecoj kiel montrite en Tabelo 5. La trabo estas simpligita kiel kantilevra strukturo por fortkalkulo, kiel montrite en Figuro 4.
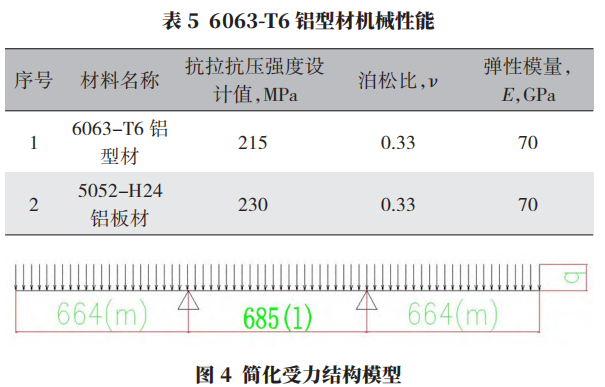
Prenante trabon kun interspaco de 344 mm, la kunprema ŝarĝo sur la trabo estas kalkulita kiel F = 3757 N bazita sur 4,5 t, kio estas triobla la norma statika ŝarĝo. q = F/L
kie q estas la interna streĉo de la trabo sub la ŝarĝo, N/mm; F estas la ŝarĝo portata de la trabo, kalkulita surbaze de 3-obla la norma statika ŝarĝo, kiu estas 4,5 t; L estas la longo de la trabo, mm.
Tial, la interna streĉo q estas:

La formulo por kalkuli streson estas jena:

La maksimuma momento estas:

Prenante la absolutan valoron de la momento, M=274283 N·mm, la maksimuma streĉo σ=M/(1.05×w)=18.78 MPa, kaj la maksimuma streĉvaloro σ<215 MPa, kio plenumas la postulojn.
3.3 Konektaj Karakterizaĵoj de Diversaj Komponantoj
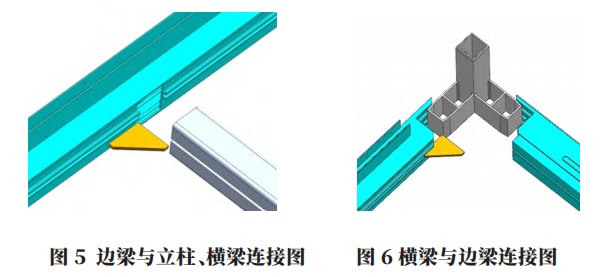
Aluminia alojo havas malbonajn veldajn ecojn, kaj ĝia veldpunkta forto estas nur 60% de la forto de la baza materialo. Pro la kovro de tavolo de Al2O3 sur la surfaco de la aluminia alojo, la fandopunkto de Al2O3 estas alta, dum la fandopunkto de aluminio estas malalta. Kiam aluminia alojo estas veldita, la Al2O3 sur la surfaco devas esti rapide rompita por plenumi veldadon. Samtempe, la restaĵo de Al2O3 restos en la solvaĵo de la aluminia alojo, influante la strukturon de la aluminia alojo kaj reduktante la forton de la veldpunkto de la aluminia alojo. Tial, dum la dizajnado de tute aluminia ujo, ĉi tiuj karakterizaĵoj estas plene konsiderataj. Veldado estas la ĉefa poziciiga metodo, kaj la ĉefaj ŝarĝoportantaj komponantoj estas konektitaj per rigliloj. Konektojn kiel nitado kaj kunigo estas montritaj en Figuroj 5 kaj 6.
La ĉefa strukturo de la tute aluminia skatolo havas horizontalajn trabojn, vertikalajn kolonojn, flankajn trabojn kaj randajn trabojn interplektitajn unu kun la alia. Estas kvar ligpunktoj inter ĉiu horizontala trabo kaj vertikala kolono. La ligpunktoj estas ekipitaj per segildentaj kusenetoj por kongrui kun la segildenta rando de la horizontala trabo, efike malhelpante glitadon. La ok angulpunktoj estas ĉefe konektitaj per ŝtalkernaj enigaĵoj, fiksitaj per rigliloj kaj memŝlosantaj nitoj, kaj plifortigitaj per 5mm triangulaj aluminiaj platoj velditaj interne de la skatolo por plifortigi la angulajn poziciojn interne. La ekstera aspekto de la skatolo ne havas veldadon aŭ videblajn ligpunktojn, certigante la ĝeneralan aspekton de la skatolo.
3.4 SE Sinkrona Inĝenieristika Teknologio
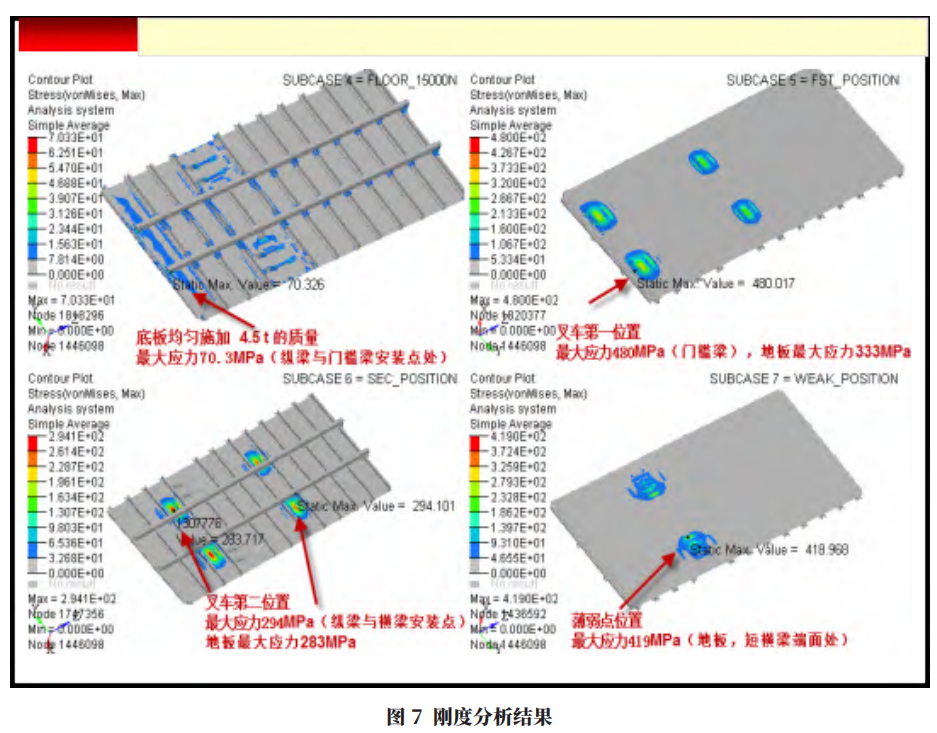
SE-sinkrona inĝenieristika teknologio estas uzata por solvi la problemojn kaŭzitajn de grandaj akumulitaj grandecdevioj por kongruaj komponantoj en la kestkorpo kaj la malfacilaĵojn trovi la kaŭzojn de interspacoj kaj platecaj difektoj. Per CAE-analizo (vidu Figuron 7-8), komparanalizo estas farata kun feraj kestkorpoj por kontroli la ĝeneralan forton kaj rigidecon de la kestkorpo, trovi malfortajn punktojn, kaj preni mezurojn por optimumigi kaj plibonigi la dezajnskemon pli efike.
4. Malpeziga Efiko de Aluminia Aloja Skatola Kamiono
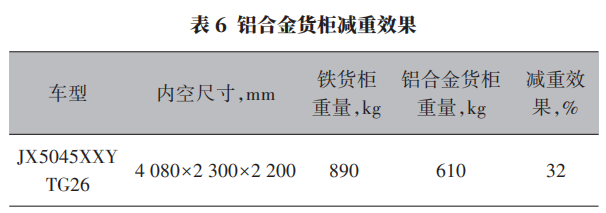
Aldone al la kestkorpo, aluminiaj alojoj povas esti uzataj por anstataŭigi ŝtalon por diversaj komponantoj de kest-tipaj kamionujoj, kiel ekzemple kotŝirmiloj, malantaŭaj ŝirmiloj, flankaj ŝirmiloj, pordrigliloj, pordoĉarniroj kaj malantaŭaj antaŭtukorandoj, atingante pezredukton de 30% ĝis 40% por la kargosekcio. La pezredukta efiko por malplena 4080mm×2300mm×2200mm kargoujo estas montrita en Tabelo 6. Ĉi tio fundamente solvas la problemojn de troa pezo, nekonformeco al anoncoj kaj reguligaj riskoj de tradiciaj fer-faritaj kargosekcioj.
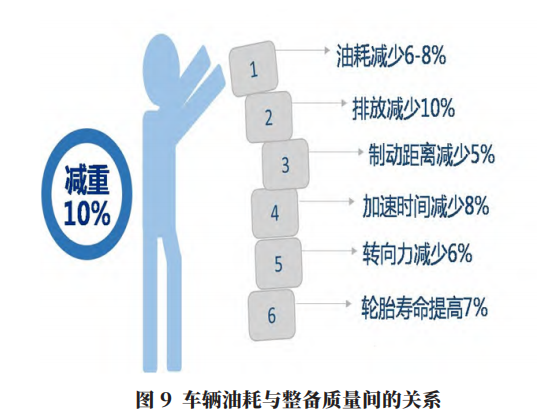
Anstataŭigante tradician ŝtalon per aluminiaj alojoj por aŭtomobilaj komponantoj, oni povas ne nur atingi bonegajn malpezigajn efikojn, sed ankaŭ kontribui al fuelŝparo, redukto de emisioj kaj plibonigita veturila rendimento. Nuntempe ekzistas diversaj opinioj pri la kontribuo de malpezigo al fuelŝparo. La esplorrezultoj de la Internacia Aluminia Instituto estas montritaj en Figuro 9. Ĉiu 10%-a redukto de veturila pezo povas redukti fuelkonsumon je 6% ĝis 8%. Surbaze de hejmaj statistikoj, redukti la pezon de ĉiu personaŭto je 100 kg povas redukti fuelkonsumon je 0.4 L/100 km. La kontribuo de malpezigo al fuelŝparo baziĝas sur rezultoj akiritaj per malsamaj esplormetodoj, do ekzistas iom da vario. Tamen, aŭtomobila malpezigo havas signifan efikon sur redukto de fuelkonsumo.
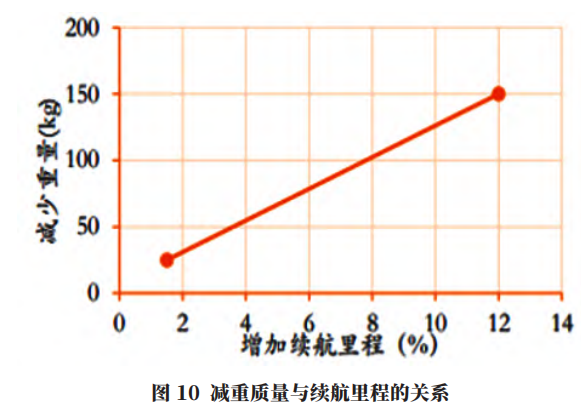
Por elektraj veturiloj, la malpeziĝa efiko estas eĉ pli okulfrapa. Nuntempe, la unuopa energidenso de elektraj veturilaj baterioj estas signife malsama ol tiu de tradiciaj likvafuelaj veturiloj. La pezo de la potenca sistemo (inkluzive de la baterio) de elektraj veturiloj ofte konsistigas 20% ĝis 30% de la tuta veturila pezo. Samtempe, trarompi la funkciajn proplempunktojn de baterioj estas tutmonda defio. Antaŭ ol okazos grava sukceso en alt-efikeca baterioteknologio, malpezigo estas efika maniero plibonigi la veturdistancon de elektraj veturiloj. Por ĉiu 100 kg redukto de pezo, la veturdistanco de elektraj veturiloj povas esti pliigita je 6% ĝis 11% (la rilato inter pezredukto kaj veturdistanco estas montrita en Figuro 10). Nuntempe, la veturdistanco de pure elektraj veturiloj ne povas kontentigi la bezonojn de la plej multaj homoj, sed redukti pezon je certa kvanto povas signife plibonigi la veturdistancon, malpliigante la angoron pri la veturdistanco kaj plibonigante la uzantosperton.
5. Konkludo
Aldone al la tute aluminia strukturo de la aluminialoja kestkamiono prezentita en ĉi tiu artikolo, ekzistas diversaj tipoj de kestkamionoj, kiel ekzemple aluminiaj mielĉelaraj paneloj, aluminiaj bukloplatoj, aluminiaj kadroj + aluminiaj haŭtoj, kaj fer-aluminiaj hibridaj kargokonteneroj. Ili havas la avantaĝojn de malpeza pezo, alta specifa forto kaj bona korodrezisto, kaj ne bezonas elektroforezan farbon por korodprotekto, reduktante la median efikon de elektroforeza farbo. La aluminialoja kestkamiono fundamente solvas la problemojn de troa pezo, nekonformeco al anoncoj kaj reguligaj riskoj de tradiciaj feraj kargosekcioj.
Eltrudado estas esenca prilabora metodo por aluminiaj alojoj, kaj aluminiaj profiloj havas bonegajn mekanikajn ecojn, do la sekcia rigideco de komponantoj estas relative alta. Pro la varia sekco, aluminiaj alojoj povas atingi la kombinon de pluraj komponantaj funkcioj, igante ĝin bona materialo por aŭtomobila malpezigo. Tamen, la ĝeneraligita apliko de aluminiaj alojoj alfrontas defiojn kiel nesufiĉa dezajna kapablo por kargosekcioj de aluminiaj alojoj, formado- kaj veldado-problemoj, kaj altaj disvolviĝaj kaj reklamaj kostoj por novaj produktoj. La ĉefa kialo ankoraŭ estas, ke aluminia alojo kostas pli ol ŝtalo antaŭ ol la recikla ekologio de aluminiaj alojoj maturiĝas.
Konklude, la aplika amplekso de aluminiaj alojoj en aŭtoj fariĝos pli vasta, kaj ilia uzado daŭre pliiĝos. En la nunaj tendencoj de energiŝparo, emisioredukto, kaj la disvolviĝo de la novenergia veturila industrio, kun la profundiĝanta kompreno pri la ecoj de aluminiaj alojoj kaj efikaj solvoj al la aplikaj problemoj de aluminiaj alojoj, aluminiaj eltrudaĵaj materialoj estos pli vaste uzataj en aŭtomobila malpezigo.
Redaktita de May Jiang de MAT Aluminum
Afiŝtempo: 12-januaro-2024



