

La streĉtesto de forto estas ĉefe uzata por determini la kapablon de metalaj materialoj rezisti difekton dum la streĉprocezo, kaj estas unu el la gravaj indikiloj por taksi la mekanikajn ecojn de materialoj.
1. Streĉa testo
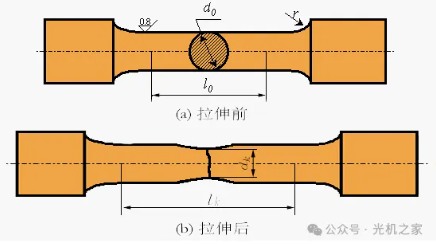
La streĉa testo baziĝas sur la bazaj principoj de materiala mekaniko. Aplikante streĉan ŝarĝon al la materiala specimeno sub certaj kondiĉoj, ĝi kaŭzas streĉan deformadon ĝis la specimeno rompiĝas. Dum la testo, la deformado de la eksperimenta specimeno sub malsamaj ŝarĝoj kaj la maksimuma ŝarĝo kiam la specimeno rompiĝas estas registrataj, por kalkuli la streĉlimon, streĉreziston kaj aliajn rendimentajn indikilojn de la materialo.
Streso σ = F/A
σ estas la streĉrezisto (MPa)
F estas la streĉa ŝarĝo (N)
A estas la transversa sekca areo de la specimeno
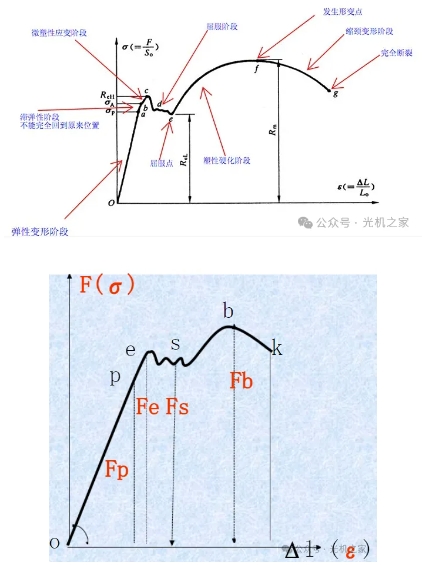
2. Streĉa kurbo
Analizo de pluraj stadioj de la streĉa procezo:
a. En la OP-fazo kun malgranda ŝarĝo, la plilongigo estas en lineara rilato kun la ŝarĝo, kaj Fp estas la maksimuma ŝarĝo por konservi la rektan linion.
b. Post kiam la ŝarĝo superas Fp, la streĉa kurbo komencas preni nelinearan rilaton. La specimeno eniras la komencan deformadan fazon, kaj la ŝarĝo estas forigita, kaj la specimeno povas reveni al sia originala stato kaj elaste deformadi.
c. Post kiam la ŝarĝo superas Fe, la ŝarĝo estas forigita, parto de la deformado estas restarigita, kaj parto de la resta deformado estas retenita, kio nomiĝas plasta deformado. Fe estas nomata la elasta limo.
d. Kiam la ŝarĝo plue pliiĝas, la streĉa kurbo montras segildenton. Kiam la ŝarĝo ne pliiĝas aŭ malpliiĝas, la fenomeno de kontinua plilongigo de la eksperimenta specimeno nomiĝas cedado. Post cedado, la specimeno komencas sperti evidentan plastan deformadon.
e. Post fleksiĝo, la specimeno montras pliiĝon en deforma rezisto, labormalmoliĝo kaj deforma plifortiĝo. Kiam la ŝarĝo atingas Fb, la sama parto de la specimeno akre ŝrumpas. Fb estas la limo de forto.
f. La ŝrumpiĝa fenomeno kondukas al malpliiĝo de la portanta kapablo de la specimeno. Kiam la ŝarĝo atingas Fk, la specimeno rompiĝas. Ĉi tio nomiĝas la fraktura ŝarĝo.
Rendimento-forto
Limforto estas la maksimuma streĉa valoro, kiun metala materialo povas elteni de la komenco de plasta deformado ĝis kompleta rompiĝo kiam submetita al ekstera forto. Ĉi tiu valoro markas la kritikan punkton, kie la materialo transiras de la elasta deformada stadio al la plasta deformada stadio.
Klasifiko
Supra streĉo: rilatas al la maksimuma streĉo de la specimeno antaŭ ol la forto unuafoje malpliiĝas kiam okazas streĉiĝo.
Pli malalta streĉo: rilatas al la minimuma streĉo en la streĉa stadio kiam la komenca pasema efiko estas ignorata. Ĉar la valoro de la pli malalta streĉlimo estas relative stabila, ĝi kutime estas uzata kiel indikilo de materiala rezisto, nomata streĉlimo aŭ streĉlimo.
Kalkula formulo
Por pli alta streĉlimo: R = F / Sₒ, kie F estas la maksimuma forto antaŭ ol la forto falas por la unua fojo en la streĉlimo-fazo, kaj Sₒ estas la originala transversa sekca areo de la specimeno.
Por pli malalta streĉlimo: R = F / Sₒ, kie F estas la minimuma forto F ignorante la komencan paseman efikon, kaj Sₒ estas la originala transversa sekca areo de la specimeno.
Unuo
La unuo de streĉa forto estas kutime MPa (megapaskalo) aŭ N/mm² (Neŭtono por kvadrata milimetro).
Ekzemplo
Prenu malaltkarbonan ŝtalon kiel ekzemplon, ĝia limo de elasteco estas kutime 207 MPa. Kiam submetita al ekstera forto pli granda ol ĉi tiu limo, malaltkarbona ŝtalo produktos permanentan deformiĝon kaj ne povas esti restarigita; kiam submetita al ekstera forto malpli granda ol ĉi tiu limo, malaltkarbona ŝtalo povas reveni al sia originala stato.
Limforto estas unu el la gravaj indikiloj por taksi la mekanikajn ecojn de metalaj materialoj. Ĝi reflektas la kapablon de materialoj rezisti plastan deformadon kiam submetitaj al eksteraj fortoj.
Tirstreĉa forto
Tirstreĉo estas la kapablo de materialo rezisti difekton sub streĉa ŝarĝo, kiu estas specife esprimita kiel la maksimuma streĉa valoro, kiun la materialo povas elteni dum la streĉa procezo. Kiam la streĉa ŝarĝo sur la materialo superas ĝian streĉreziston, la materialo spertos plastan deformadon aŭ rompiĝon.
Kalkula formulo
La kalkulformulo por streĉrezisto (σt) estas:
σt = F / A
Kie F estas la maksimuma streĉa forto (Neŭtono, N), kiun la specimeno povas elteni antaŭ rompiĝo, kaj A estas la originala transversa sekca areo de la specimeno (kvadrata milimetro, mm²).
Unuo
La unuo de streĉrezisto estas kutime MPa (megapaskalo) aŭ N/mm² (Neŭtono por kvadrata milimetro). 1 MPa egalas al 1.000.000 Neŭtonoj por kvadrata metro, kio ankaŭ egalas al 1 N/mm².
Influantaj faktoroj
Tirrezisto estas influata de multaj faktoroj, inkluzive de la kemia konsisto, mikrostrukturo, varmotraktada procezo, prilabora metodo, ktp. Malsamaj materialoj havas malsamajn tirrezistojn, do en praktikaj aplikoj necesas elekti taŭgajn materialojn bazitajn sur la mekanikaj ecoj de la materialoj.
Praktika apliko
Tirrezisto estas tre grava parametro en la kampo de materialscienco kaj inĝenierarto, kaj ofte estas uzata por taksi la mekanikajn ecojn de materialoj. Rilate al struktura dezajno, materialselektado, sekurectakso, ktp., tirrezisto estas faktoro, kiun oni devas konsideri. Ekzemple, en konstruinĝenierarto, la tirrezisto de ŝtalo estas grava faktoro por determini ĉu ĝi povas elteni ŝarĝojn; en la kampo de aerspaca industrio, la tirrezisto de malpezaj kaj altfortaj materialoj estas la ŝlosilo por certigi la sekurecon de aviadiloj.
Laceco-forto:
Metala laciĝo rilatas al la procezo, en kiu materialoj kaj komponantoj iom post iom produktas lokan permanentan akumulan difekton en unu aŭ pluraj lokoj sub cikla streĉo aŭ cikla deformado, kaj fendetoj aŭ subitaj kompletaj rompoj okazas post certa nombro da cikloj.
Trajtoj
Subiteco en tempo: Metala laciĝa fiasko ofte okazas subite en mallonga tempodaŭro sen evidentaj signoj.
Loko en pozicio: Laciĝfiasko kutime okazas en lokaj areoj kie streso estas koncentrita.
Sentemeco al la medio kaj difektoj: Metala laceco estas tre sentema al la medio kaj etaj difektoj ene de la materialo, kiuj povas akceli la lacecprocezon.
Influantaj faktoroj
Stresa amplitudo: La grandeco de streso rekte influas la lacecvivon de la metalo.
Meza streĉa grandeco: Ju pli granda la meza streĉo, des pli mallonga la laciĝvivo de la metalo.
Nombro da cikloj: Ju pli ofte la metalo estas sub cikla streso aŭ streĉo, des pli grava la akumuliĝo de laciĝdifekto.
Preventaj mezuroj
Optimumigu materialan elekton: Elektu materialojn kun pli altaj laceclimoj.
Redukti streskoncentriĝon: Redukti streskoncentriĝon per struktura dezajno aŭ prilaboraj metodoj, kiel ekzemple uzi rondajn angulajn transirojn, pliigi transsekcajn dimensiojn, ktp.
Surfaca traktado: Polurado, ŝprucado, ktp. sur la metala surfaco por redukti surfacajn difektojn kaj plibonigi lacecreziston.
Inspektado kaj prizorgado: Regule inspektu metalajn komponantojn por rapide detekti kaj ripari difektojn kiel fendetojn; prizorgu partojn emajn al laceco, ekzemple anstataŭigante eluzitajn partojn kaj plifortigante malfortajn ligilojn.
Metala laciĝo estas ofta metala difekto-reĝimo, kiu karakteriziĝas per subiteco, loko kaj sentemeco al la ĉirkaŭaĵo. Stresa amplitudo, meza streĉa grandeco kaj nombro da cikloj estas la ĉefaj faktoroj, kiuj influas metalan laciĝon.
SN-kurbo: priskribas la lacecvivon de materialoj sub malsamaj stresniveloj, kie S reprezentas streson kaj N reprezentas la nombron de strescikloj.
Formulo de laceca fortokoeficiento:
(Kf = Ka ∫Kb ∫Kc ∫Kd ∫Ke)
Kie (Ka) estas la ŝarĝfaktoro, (Kb) estas la grandecfaktoro, (Kc) estas la temperaturfaktoro, (Kd) estas la surfackvalita faktoro, kaj (Ke) estas la fidindecfaktoro.
Matematika esprimo de la SN-kurbo:
(\sigma^m N = C)
Kie (σ) estas streĉo, N estas la nombro de streĉcikloj, kaj m kaj C estas materialaj konstantoj.
Kalkulpaŝoj
Difinu la materialajn konstantojn:
Determinu la valorojn de m kaj C per eksperimentoj aŭ per referenco al koncerna literaturo.
Determinu la streskoncentriĝan faktoron: Konsideru la faktan formon kaj grandecon de la parto, same kiel la streskoncentriĝon kaŭzitan de fileoj, ŝlosilkanaloj, ktp., por determini la streskoncentriĝan faktoron K. Kalkulu lacecreziston: Laŭ la SN-kurbo kaj la streskoncentriĝa faktoro, kombinitaj kun la projektita vivdaŭro kaj laborstreĉa nivelo de la parto, kalkulu la lacecreziston.
2. Plastikeco:
Plastikeco rilatas al la eco de materialo, kiu, kiam submetita al ekstera forto, produktas permanentan deformadon sen rompiĝo kiam la ekstera forto superas ĝian elastan limon. Ĉi tiu deformado estas nemaligebla, kaj la materialo ne revenos al sia originala formo eĉ se la ekstera forto estas forigita.
Plastikeca indekso kaj ĝia kalkulformulo
Plilongigo (δ)
Difino: Plilongigo estas la procento de la tuta deformado de la mezurila sekcio post kiam la specimeno estas streĉe rompita al la originala mezurila longo.
Formulo: δ = (L1 – L0) / L0 × 100%
Kie L0 estas la originala mezurila longo de la specimeno;
L1 estas la mezurila longo post kiam la specimeno estas rompita.
Segmenta redukto (Ψ)
Difino: La segmenta redukto estas la procento de la maksimuma redukto en la transversa sekca areo ĉe la striopunkto post kiam la specimeno estas rompita al la originala transversa sekca areo.
Formulo: Ψ = (F0 – F1) / F0 × 100%
Kie F0 estas la originala transversa sekca areo de la specimeno;
F1 estas la transversa sekca areo ĉe la striiĝo post kiam la specimeno estas rompita.
3. Malmoleco
Metala malmoleco estas mekanika propraĵa indekso por mezuri la malmolecon de metalaj materialoj. Ĝi indikas la kapablon rezisti deformadon en la loka volumeno sur la metala surfaco.
Klasifiko kaj reprezentado de metala malmoleco
Metala malmoleco havas diversajn klasifikajn kaj reprezentajn metodojn laŭ malsamaj testmetodoj. Ĉefe inkluzivas la jenajn:
Brinell-malmoleco (HB):
Apliko-amplekso: Ĝenerale uzata kiam la materialo estas pli mola, kiel ekzemple neferaj metaloj, ŝtalo antaŭ varmotraktado aŭ post kalcinado.
Testprincipo: Kun certa grandeco de testŝarĝo, hardita ŝtalglobo aŭ karbida globo de certa diametro estas premita en la surfacon de la testota metalo, kaj la ŝarĝo estas malŝarĝita post specifa tempo, kaj la diametro de la kaveto sur la testota surfaco estas mezurata.
Kalkula formulo: La valoro de Brinell-malmoleco estas la kvociento akirita dividante la ŝarĝon per la sfera surfacareo de la kavaĵo.
Malmoleco de Rockwell (HR):
Apliko-amplekso: Ĝenerale uzata por materialoj kun pli alta malmoleco, kiel ekzemple malmoleco post varmotraktado.
Testprincipo: Simila al Brinell-malmoleco, sed uzante malsamajn sondilojn (diamantajn) kaj malsamajn kalkulmetodojn.
Tipoj: Depende de la apliko, ekzistas HRC (por materialoj kun alta malmoleco), HRA, HRB kaj aliaj tipoj.
Vickers-malmoleco (HV):
Apliko-amplekso: Taŭga por mikroskopa analizo.
Testprincipo: Premu la materialan surfacon per ŝarĝo malpli ol 120 kg kaj per diamanta kvadrata konusa indentilo kun vertica angulo de 136°, kaj dividu la surfacareon de la materiala indentaĵa kavo per la ŝarĝvaloro por akiri la Vickers-malmoleco-valoron.
Malmoleco de Leeb (HL):
Trajtoj: Portebla malmoleco-testilo, facile mezurebla.
Testprincipo: Uzu la resalton generitan de la frapa pilka kapo post frapo sur la malmolecsurfaco, kaj kalkulu la malmolecon per la rilatumo de la resalta rapido de la stampilo je 1 mm de la provaĵsurfaco al la frapa rapido.
Afiŝtempo: 25-a de septembro 2024



